Power plant design | Gen-IV
Fuelling the travelling-wave reactor
20 June 2011The Gen-IV fast reactor design being developed by Terrapower, an offshoot of Nathan Myhrvold’s Intellectual Ventures organisation, breeds fissionable material, and then burns it, in a so-called travelling wave. As a result, the reactor would not require fuel reprocessing (although recladding is proposed as an option). On the other hand, posited peak fuel burnups, which can approach 32%, are unprecedented and require R&D validation. By Tyler Ellis, Robert Petroski, Pavel Hejzlar and George Zimmerman
The practical engineering embodiment of a TWR, shown in Figure 1, is based on elements of sodium-cooled, fast reactor technology that have been thoroughly tested in a large number of one-of-a-kind reactors over the last 50 years [1]. It consists of a cylindrical reactor core submerged in a large sodium pool in the reactor vessel, which is surrounded by a containment vessel that prevents loss of sodium coolant in case of an unlikely leak from the reactor vessel. The pumps circulate primary sodium coolant through the reactor core, which exits at the top of the core and passes through intermediate heat exchangers located in the pool. These heat exchangers have non-radioactive intermediate sodium coolant on the other side of the heat exchanger. Heated intermediate sodium coolant is circulated to the steam generators (not shown) that generate steam to drive turbine and electrical generators.
During periods of reactor shut down, the plant electrical loads are provided by the grid and decay heat removal is provided by pony motors on the coolant pumps delivering reduced flow through the heat transport systems. In the event that grid power is not available, decay heat is removed using two dedicated safety-class decay heat removal systems: the Reactor Vessel Air Cooling System (RVACS) and the Auxiliary Cooling System (ACS), which operate entirely by natural circulation with no need for electrical power. Finally, reactor containment is formed by an underground containment vessel with an upper steel dome appropriate for beyond-design-basis accidents in a pool-type liquid metal reactor. The TWR arrangement appears similar to other proposed fast reactor designs [2] but has enhanced features in the RVACS and ACS for better aircraft protection and in the heat exchanger design for more effective use of space and increased efficiency. Since the deviation in design from what has been previously built adds additional licensing time, TerraPower purposefully maintained the plant arrangement as traditional as possible so that the innovation could be focused on where it really counts, in the core.
The major distinguishing feature of the TWR from other fast reactor designs is its core. The design is the result of an extensive pre-conceptual study that evaluated various core configurations and compositions. What emerged from these studies was an approximate cylindrical core geometry composed of hexagonally-shaped fuel bundles, or assemblies, containing a combination of enriched and depleted uranium metal alloy fuel pins clad in ferritic-martensitic steel tubes. This core provides a special class of TWR core design where the breed-burn wave does not move through fixed core material. Instead, a standing wave of breeding and burning is established by periodically moving core material in and out of the breed-burn region. This movement of fuel assemblies is referred to as fuel shuffling and will be described in more detail later.
Metal fuel was selected because it offers high heavy metal loadings and excellent neutron economy, which is critical for an effective breed and burn process in TWRs. The uranium metal is alloyed with 5% to 8% zirconium to dimensionally stabilize the alloy during irradiation and to inhibit low-temperature eutectic and corrosion damage of the cladding. A sodium thermal bond fills the gap that exists between the uranium alloy fuel and the inner wall of the clad tube to allow for fuel swelling and to provide efficient heat transfer which keeps the fuel temperatures low. Individual fuel pins have a thin wire from 0.8 to about 1.6 mm diameter helically wrapped around the circumference of the clad tubing to provide coolant space and mechanical separation of individual pins within the hexagonal fuel assembly housing which also serves as the coolant duct. The cladding, wire wrap and housing are fabricated from ferritic-martensitic steel because of its superior irradiation performance as indicated by a significant body of empirical data.[3]
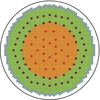
Fuel assemblies are clustered together with approximately 5 mm spacing between the flats of the hexagonal ducts in a symmetric mixture of fuel assemblies with enriched and depleted uranium alloy fuel pins. The core contains two types of assemblies – standard assemblies having depleted uranium pins for breeding (fertile assemblies) and a sufficient number of fissile assemblies having fuel pins with 235U enrichment (less than 20%) to produce initial criticality, and sufficient plutonium breeding to approach a steady state reactor core breed-and-burn condition. The fissile assemblies are primarily located in the central core zone, designated the Active Control Zone (ACZ) (see Figure 2), which generates most of the core power. Fertile assemblies are primarily placed in the peripheral region, called the Fixed Control Zone (FCZ), and their number is selected such that reactor operation is possible for at least 40 years without the need to bring new fuel into the reactor. In addition, the FCZ also contains a sufficient number of spare fissile and fertile fuel assemblies in case replacement assemblies are needed for failed fuel pins.
The initial core loading is configured to produce criticality with a small amount of excess reactivity and ascension to full power output shortly after initial reactor startup. Excess reactivity monotonically increases because of breeding until a predetermined burnup is achieved in a selected number of fuel assemblies. The reactivity increase is compensated by control rods, which are gradually inserted into the core to maintain core criticality.
After a predetermined amount of time, the TWR reactor is shut down in order to move high-burnup assemblies to the Fixed Control Zone near the core periphery and replacing them with depleted uranium assemblies. This so-called ‘fuel shuffling’ operation is expected to take one to two weeks depending on the number fuel assemblies requiring shuffling. Fuel shuffling accomplishes three important functions. First, it provides a means of controlling the power distribution and burnup so that core materials remain within safe operating limits. Second, it manages the excess reactivity in conjunction with the control rods. Third, it greatly extends the life of the reactor core because core life is largely determined by the number of depleted uranium assemblies available for shuffling. Fuel shuffling does not involve opening the reactor because all shuffling operations are conducted with equipment installed in the reactor vessel. Fuel shuffling occurs at about the same interval for the life of the core. In order to determine what the optimal shuffling patterns for the core are, fuel management computational tools will be used in conjunction with selected operational information from the core system including neutron flux data, ACZ assembly outlet temperatures and ACZ assembly flow measurements. Data from thermocouples, flowmeters and neutron flux detectors will serve for verification of fuel management computations and for the adjustments of computational parametric data to match actual measured data.
The large power differences between the fissile assemblies in the ACZ and fertile assemblies in the FCZ require significant differences in assembly flow distribution to match flow to power and thus outlet temperature. This is accomplished through a combination of fixed and variable orifices that make it possible to optimize primary coolant flow proportionally to predicted assembly power. Fixed orifices are installed in assembly receptacles below the core, which mate with seats in the core support grid plate and contain sockets where assemblies are inserted. Each receptacle has orifices, divided in groups to match flow to power generated in the fuel assemblies. The receptacles under the FCZ have very high-pressure-drop orifices to minimize the flow into very low-power fertile assemblies. On the other hand, the receptacles below the ACZ assemblies are divided into several groups of orifices ranging from very low resistance to higher resistance to match the radial power profile in the ACZ. In addition to fixed orifices, each assembly will have the ability to adjust assembly flow by rotation during fuel shuffling operations to enable minor flow adjustments at the assembly level, if needed.
The core system includes movable control elements, placed in the active control zone, which are capable of compensating for the reactivity increase during operation as well as safely shutting down the reactor at any time with appropriate margin for malfunctions, such as a stuck rod. In addition to limitations against fast withdrawal, the control rod drive mechanisms also use diverse design to minimize the probability of failure. The core FCZ is equipped with a number of absorber assemblies to ensure that the fuel assemblies, which were moved from the ACZ into the FCZ, do not produce excessive power from bred-in fissile material. Absorber assemblies in the FCZ maintain this portion of the core at a very low power and prevent further burnup accumulation, as well as total reactor power increase. The absorber assemblies are mechanically and thermal-hydraulically compatible with fuel assemblies and can take any position within the FCZ. At the beginning of life, they are placed near the core periphery to maximize breeding of fissile material at the ACZ-FCZ interface while at the end of life they are moved closer to the ACZ (shown in Figure 2) to keep the power of discharged fuel assemblies that were moved to FCZ from accumulating more burnup.

One of the challenges in fast reactor design is the short lifetime of boron carbide control rods, which is caused by both the excessive swelling from helium generation and the high loss rate of reactivity worth due to depletion of B10. This challenge is overcome in TWRs by the use of hafnium hydride control rods, which offer up to five times longer lifetime and have a very small reduction of reactivity worth with irradiation because the higher isotopes of hafnium also have significant neutron absorption cross sections. The development of these rods is currently underway in Japan [4]. A row of control assemblies placed on the core periphery serves as both a set of spare control assemblies and a radial shield for the core barrel/reactor vessel wall. The spare rods are within the reach of an offset arm In-Vessel Handling Machine (IVHM) and have handling sockets to enable their movement by the IVHM and replacement of control rods that reached their end of life.
Reactor safety considerations for TWRs are quite different from LWRs. Loss of primary coolant accidents are not credible in pool-type liquid metal reactors employing a containment vessel and thus one of the most challenging design basis accidents for LWRs is non-existent in TWRs. Furthermore, the large thermal inertia and high boiling point of the primary sodium pool make the time evolution of thermal transients much slower in TWR compared to LWRs. This slow time evolution of transients makes it possible to design a core that can achieve reactor shutdown through net negative reactivity feedbacks and remove the decay heat by inherent means, such as natural circulation of coolant without the need for emergency diesel-powered safety grade pumps.
Loss of primary coolant flow and loss of heat removal do present a design basis challenge to TWRs just as they do in LWRs. However, intrinsic features of the core design with metal fuel causes the collective effect of temperature coefficients of reactivity to be negative at the beginning of life. This is because to achieve inherent shutdown without SCRAM, fuel temperature has to decrease as fission power is reduced to zero, resulting in a reactivity addition because of negative fuel temperature feedback. This reactivity increase is more than compensated by reactivity reduction from coolant temperature increase, primarily due to a negative core radial thermal expansion coefficient. Metallic fuel, which has a small negative fuel temperature feedback and thus a small positive reactivity addition in transients without SCRAM, in combination with a large heat storage capacity of the pool design, makes it possible to design a sodium-cooled core that achieves inherent shutdown without exceeding safe temperature limits on cladding and fuel. These characteristics were shown by [5,6] and confirmed by tests in Experimental Breeder Reactor II (EBR-II). The TWR core is designed using these principles such that safe core cooling is achieved even in the event that the SCRAM system fails to shut down the reactor. The ability to survive Anticipated Transients Without SCRAM (ATWS) surpasses the US Nuclear Regulatory Commission requirements for light water reactors. TWR core designers expect that satisfactory ATWS response will be achieved and are attempting to ensure that not only will the TWR survive this extremely unlikely event, but that the ATWS event will have minimal impact on the core lifetime – a feat that cannot be assured for LWRs. Initial calculations have confirmed that the TWR core indeed exhibits this attractive feature at the beginning of life.
Modelling and simulation
In order to provide independent checks, as well as to trade off accuracy and computer time, TerraPower is using Monte Carlo and deterministic simulation tools based on both MCNPX and REBUS. Monte Carlo was chosen as the baseline high-fidelity transport method because it can represent the neutron distribution in space, energy and angle with essentially infinite resolution and without the need to specify and validate various binning approximations in all those dimensions. The most notable deficiency of the standard Monte Carlo method is its computationally-intensive nature. For this reason, deterministic methods in REBUS were used for most of the optimization and sensitivity studies.
TerraPower is using MCNPX version 2.6c [7] with ENDF/B-VII cross-section data [8]. MCNPX had already coupled the Monte-Carlo neutron transport to the CINDER90 transmutation code [9] using a second-order Runge-Kutta method. In each sub-step of the Runge-Kutta method, the Monte-Carlo solves for the steady-state neutron distribution using the spatially-dependent nuclide distribution evolved by CINDER90. This neutron distribution, normalized to a specified power level, is then used by CINDER90 to perform the nuclide transformations. CINDER90 uses decay chains to couple and evolve 3400 nuclides with an internal database of neutron cross-sections and decay rates. In the absence of neutrons this is a straightforward method that uses exponentials to handle any combination of time step and decay rates, but neutron absorption forms loops in these decay chains which must be iterated to achieve a given accuracy. For high burnup TWRs it was found that mass conservation was not adequate and that fixes had to be applied to the chain loop termination conditions. To be assured that CINDER90 was now evolving nuclides accurately, two other methods of solving the transmutation equations were implemented: ExpoKit [10], a Krylov subspace-projection method of computing matrix exponentials, and a direct linear matrix solution. The very fast decay rates were slowed down in order to get ExpoKit to converge, and the linear matrix method required very small time steps for accuracy. Neither of these are a good general-purpose method, but they did confirm that the modified CINDER90 package was performing accurately.
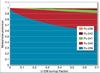
The high burnup of TWRs has also required improvement in methods of communicating properties of the ~1300 CINDER90 fission products to the 12 that can be efficiently handled in the Monte Carlo transport part of the simulation. By comparing calculations using 12 and 213 fission products it was found that simply ignoring others is not adequate, but that scaling the amount of each one of the 12 fission products to account for the neutron absorption of its ignored neighbours produced good results, as shown in Figure 3. Mapping the CINDER90 fission products onto those kept in a way that preserves their macroscopic absorption cross-section allows most scoping calculations to run with only 12 fission products in the transport calculation.

In some TWR designs, the placement of control rods is used to shape and drive the burn wave. To simulate this in MCNPX, an automated control process was implemented that distributes control according to some desired shape and in a way that automatically maintains criticality. The most realistic of these methods inserts a specified control material at a finite number of control rod positions specified in the problem definition. Other TWR designs have fuel assemblies that are periodically moved from one location to another in order to achieve adequate breeding of fissile actinides while also minimizing the neutron-induced damage to structural materials. High-level adaptive fuel management routines were added to MCNPX to model these movements. Release of fission product gases is simulated as part of the transmutation process by including an additional decay branch in the reaction chain. In this way, short-lived gases naturally deposit their daughters at the fission site while long-lived gases may be removed to the plenum before they decay. The fission gas removal rate is a function of burnup and temperature history and is supplied by separate fuel evolution calculations.
Repurposing used TWR fuel
The TWR is designed to be as neutronically efficient as possible to permit operation at lower peak fluences and allow construction using presently-available materials. One consequence of this neutronic efficiency is that it allows fuel criticality to be maintained over a much longer range of burnup and fluence. From our calculations, fuel bred in a TWR is able to stay critical to burnup fractions of more than 40%, well past the average burnup of approximately 15% achieved in a first generation TWR. As a result, used TWR fuel is well-suited to recycling via fuel recladding, a process in which the old clad is removed and the used fuel is refabricated into new fuel. This process produces usable fissile fuel without the proliferation risk of fissile material separations. The idea of fuel recycling through thermal and physical processes is not new; it was originally part of the EBR-II Fuel Cycle Facility [11]. In this process, the used fuel assemblies are disassembled into individual fuel rods which then have their cladding mechanically cut away. The used fuel then undergoes a high temperature (1300-1400° C) melt-refining process in an inert atmosphere which separates many of the fission products from the fuel in two main ways; the volatile and gaseous fission products (for example, Br, Kr, Rb, Cd, I, Xe, Cs) simply escape, while the rest, more than 95% of the chemically-reactive fission products (for example, Sr, Y, Te, Ba, and rare earths), become oxidized in a reaction with the zirconia crucible and are readily separated. The melt-refined fuel can then be cast or extruded into new fuel slugs, placed into new cladding with a sodium bond, and integrated into new fuel assemblies. The used cladding and separated fission product waste from the process can be safely stored without proliferation risk, and are modest in mass and volume.
Fuel recladding accomplishes several things. First, the fuel lifetime is enhanced by the removal of gas bubbles and open porosity that causes swelling and leads to stresses between the fuel and cladding. Second, new cladding can be expected to endure a much higher fluence than will already-irradiated cladding. Third, the removal of a large fraction of fission products improves the reactivity and ‘neutronic longevity’ of the fuel along attainable fractional burnup lines, since parasitic absorptions in fission products are substantially reduced. Finally, since the isotopic and chemical-elemental compositions of a fuel pin have a strong axial dependence due to neutron fluence flux gradient, the opportunity would allow one to axially segment each pin, or pins as a group, prior to melting, and to thereby realize a set of purified melts of markedly distinct isotopic and chemical compositions. Each of these different melts may be dispatched to entirely new fuel pins or to particular axial segments of new pins, thereby providing cast-in isotopic-&-chemical structure for the new pins and fuel assemblies.
TWRs are presently designed to discharge their fuel at an average burnup of approximately 15% of initial heavy metal atoms, with axial peaking making the peak burnup in the range of 28-32%. Meanwhile, feed fuel bred in a TWR of nominal ‘smear’ composition remains critical to over 40% average burnup, even without any fission product removal via melt refining. Including the effect of periodic melt refining allows burn-ups exceeding 50% to be achieved. Therefore, fuel discharged from a first generation TWR still has most of its potential life remaining from a neutronic standpoint (even before the ‘life extension’ associated with thermal removal of fission products during recladding is considered) and would be available for reuse without any need for fissile separations...
The unique configuration of a TWR allows its fuel to maintain its criticality over a higher burnup and fluence than typical fast reactor configurations. The ability of TWRs to deeply burn their fuel means that the isotopic composition of any resulting plutonium can be deeply degraded, to the extent that discharged TWR fuel has a plutonium vector comparable to that of highly proliferation-resistant spent LWR fuel. The ability of a TWR to achieve this feat without the use of reprocessing to chemically separate plutonium is unique among fast reactors. Several key features make the TWR distinctive. For example, its fuel elements are designed to minimize parasitic losses and spectral softening. This is accomplished by having a high fuel volume fraction and minimizing the relative amount of coolant, structure, and alloying materials. Another key feature is that the burning region in a TWR is surrounded by subcritical feed fuel, consisting of natural or depleted uranium, which absorbs leakage neutrons from the burning region and uses them to breed new fuel. Past a certain thickness of feed fuel surrounding the core of approximately 70 cm (or about five assembly rows) the fraction of neutrons leaking from a TWR is effectively zero.
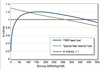
These neutron conserving features accomplish two things: first, they minimize the burnup and fluence required to achieve wave propagation which eases material degradation issues and enables the creation of a TWR with existing materials. Second, they increase the maximum burnup and fluence the fuel can sustain before the accumulation of fission products makes the fuel subcritical. This second point is illustrated in Figure 4. It compares the reactivity evolution of TWR feed fuel and enriched fuel from a typical sodium fast reactor which is modeled as having SuperPhénix fuel, coolant and structure volume fractions with 75% smear density and an initial enrichment of 16%. Typical sodium fast reactor fuel must start at a high enrichment to achieve criticality and all the excess reactivity of fresh fuel is lost to control elements and leakage from the core. The fuel quickly loses reactivity as U235 is depleted, and becomes subcritical at approximately 310 MWd/kgHM burnup. At the point where the fuel becomes subcritical, about half of the total fissions are due to U235, and the utilization fraction of U238 is less than 20%. Meanwhile TWR feed begins as subcritical fertile fuel, consisting of either depleted or natural uranium, and gains reactivity as Pu239 is bred in. Once the fuel becomes critical, excess reactivity is offset by breeding additional subcritical feed fuel (during the first 50 MWd/kgHM of burn-up, the driver fuel makes the reactor critical). A total fuel burnup of over 400 MWd/kgHM can be achieved before the fuel becomes subcritical, and since the fuel begins as nearly all U238, the U238 utilization fraction is over 40%.

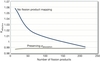
The importance of U238 utilization is illustrated in Figure 5 which shows the plutonium isotope evolution as a function of U238 utilization in a TWR spectrum.

The curves are representative of the plutonium vector evolution in fast reactors. At low utilization, the plutonium produced is essentially all Pu239, since one begins with U238 and no plutonium. At higher utilizations, the plutonium quality becomes increasingly degraded as higher isotopes of plutonium are created. At the point which TWR feed fuel’s k-infinity falls below unity, the fissile Pu fraction is under 70%, similar to reactor-grade plutonium from LWR spent fuel. Additionally, the plutonium in TWR spent fuel is contaminated to a much higher degree with fission products, making it more difficult to handle and reprocess without needed infrastructure, and therefore less attractive as a target for diversion.
Author Info:
Tyler Ellis, Robert Petroski, Pavel Hejzlar and George Zimmerman, TerraPower, LLC, 1756 114th Ave. SE, Suite 110, Bellevue, Washington 98004 USA
Adapted from ‘Traveling-Wave Reactors: A Truly Sustainable and Full-Scale Resource for Global Energy Needs’, paper 10189, ICAPP 2010, San Diego, California, 13-17 June 2010.
References have been omitted for space but are available on www.neimagazine.com/twr
| Dealing with the consequences of high burnup |
| Our computational models of the physics of TWRs have shown that these reactors are extremely sensitive to the composition of the fuel, fuel cladding, and other structural materials within the core. [1] N. Takaki and H. Sekimoto, "Potential of CANDLE Reactor on Sustainable Development and Strengthened Proliferation Resistance," Progress in Nuclear Energy, 50, 114 (2008). |