Plant life extension
Fingers on the pulse
15 January 2010A major modernization of a nuclear power plant–such as the power uprate at E.ON’s Oskarshamn 3–is difficult because it has to integrate existing parts with both replacements and add-ons while using existing documentation and administration. By Mats Ekblad and Tord Sterner
There has been a virtual standstill in the Swedish nuclear market after the commissioning in 1985 of Oskarshamn 3 and its sister plant Forsmark 3. This was a consequence of the legislation decided upon by the parliament after the nuclear accidents at Three Mile Island and Chernobyl. A major modernization of unit 1 at Oskarshamn – the first commercial unit in Sweden with 460 MWe output - took place in 2002.
The nuclear contractor companies both domestically in Sweden and in other parts of Europe were hesitant to invest as a consequence of the government objective to shut down all the nuclear power plants. Furthermore, the legislation did not permit Swedish companies to plan for and make designs for or develop new Swedish NPP’s.
Since a few years ago, the situation is different. All nuclear utilities now aim for power increases of the operating NPPs combined with the regulatory driven safety enhancements. The investments by the utilities for the 10 nuclear units in Sweden amount to approximately EUR500 million per year for the next five to ten years. The result will be modern safety standards, higher output and capacity factors, longer lifetimes (60 years instead of the originally planned 40 years) and an efficient on-the-job-training for the new generation staff now replacing the first generation nuclear engineers, operators and other staff.
Project Puls, power uprate with licensed safety, began in 2003. The mission was to fulfill new and more demanding nuclear safety standards which were under introduction by the nuclear regulatory authorities in Sweden and to further increase the production from unit 3 at the Oskarshamn nuclear site, owned and operated by OKG, a subsidiary of utility E.ON. The initial feasibility studies had shown that it would be possible and suitable to combine the safety enhancements with a higher output, longer lifetime and also achieve a higher capacity factor.

Contracts were signed in January 2006 with two main contractors: Westinghouse Electric Sweden for the reactor plant and Alstom Power Service Sweden for the turbine and balance of plant (among other things the generator and plant transformers).
Project Puls wound up in 2009. At peak, 1800 people were involved on site.
Integration management
The Puls project was divided into two major contractual packages. The reactor and associated systems contract includes safety systems enhancements, diversification and reactor internal parts. The value was EUR100 million, and the contractor was Westinghouse. The second contract covered the HP and LP turbines, heat exchangers, generator and auxiliary electrical systems, including the main 400 kV and auxiliary 25 kV transformers. The contract value was EUR200 million, and the contractor was Alstom.
The scope split was natural and followed the corresponding split from the original delivery. In addition, the two main contracts were awarded to the original equipment manufacturers. Despite the split in responsibility, however, in reality both projects affected each other. A major modernization of an operational nuclear power plant may be one of the most demanding project management and project integration tasks. It requires not only coordination between the different suppliers of equipment and services, but also close cooperation with the teams working in ordinary plant operations, technical services and maintenance. They may only be exposed to a so-called ‘megaproject’ such as this once in their career.
The contractual requirements upon both contractors ensured that all physical interfaces and interoperablity issues needed to be well-coordinated and resolved in a timely fashion. This requirement relates to straightforward technical issues such as the possible simultaneous use of nitrogen from the reactor systems in connection with purging the hydrogen from the generator, to more demanding issues like the operating and disturbance conditions for process systems and the complete auxiliary electrical system.
The plant’s power is expected to rise from about 1150MWenet to about 1415 MWenet. Changes in the process systems affected the electrical loads and most electrical busbars. These changes included feedwater pump motors increasing from about 11 MWe to 13 MWe. The auxiliary power system will increase from about 42 MWe to around 50 MWe. A new diversified cooling system was introduced for the reactor plant. The pumps in the diversified system are driven by ordinary electrical squirrel cage motors and these electric motors cause extra load to the auxiliary power system both during the starting of the motors and during their subsequent operation. This increase of the loads plus other increases of the auxiliary electrical loads made it necessary to thoroughly analyze the complete auxiliary electric power system.
The integration also deeply involved the customer’s project teams, operations teams and technical teams. In order to improve the robustness of the plant, the deep competences of the different contractor and customer teams had to be fully utilized. The experience in this project is the same as in other major NPP modernization projects: integration involves not only technical issues, equipment, scheduling and operation and maintenance issues but also – and perhaps foremost - people.
Because megaprojects often cross borders, project teams and technical teams from different countries and different corporate cultures (hierarchical vs non-hierarchical for instance) will have to learn to work together. For example, the project technical integration for the electrical power systems was performed by the customer, who more than two years prior to contract signing had started to build up a detailed computer analysis model for the auxiliary electric power system. This model was then used by both contractors (and the customer). As a result of these analyses, a number of technical changes were made in order to maintain the robustness of the plant.
The world-class companies normally engaged in NPP megaprojects are highly competent in their key competence areas, primarily the design, manufacture and project management of their own products. However, plant design, interoperability and especially operation and maintenance knowledge are areas of second-order priority and expertise, especially relating to existing plants a few decades old. This situation is only natural. Therefore, it is necessary that the customer’s entire organization (including project teams, technical, operations and maintenance departments) is fully engaged in the execution of the whole project, especially the interoperability part.
Other specialist teams need to coordinate their work as well. Available specialist resources in the utility’s quality organisation, and the contractors’ and subcontractors’ corresponding quality organisations need to work together to meet the general quality requirements specified in international and national norms, and also project and manufacturing-specific requirements.
For the new Oskarshamn 3 full-scale simulator, contractors’ and customer’s teams had to work together to meet tight deadlines. The time schedule for submission of important technical data to the simulator project was more demanding for the execution of the full scale simulator than for the various detail designs for the manufacturing bases. This was because all seven operations shift teams needed to be fully trained for the modernized power plant prior to the start-up. In addition, the simulator was used to demonstrate the performance of the plant during disturbances. Comparisons were also made between the simulator results and the approximately 60 corresponding interoperability analyses. All of this work was in fact performed in due course, and all operations teams were fully trained before the start-up of the modernized plant.
There are also intergenerational issues. During the project, teams consisted of workers from different disciplines, and different ages. The first generation of nuclear engineers are now in the process of retiring; therefore this work constitutes a very effective hands-on learning experience for younger engineers. This is an invaluable process now that the nuclear industry is restarting.
In summary, project integration management is a multifaceted task and requires many competent persons to work smoothly together, sometimes for a long time. This challenge is both fascinating and requires calendar time in addition to the many man-hours needed in a megaproject.
Scope management
In addition to the need to replace components and systems due to the increased power level, and the increased safety requirements from the nuclear safety authorities (the Swedish Radiation Protection Agency, Strålsäkerhetsmyndigheten, or SSM), the plant also needed refurbishment after about 25 years of operation. The Puls project scope included replacement of the HP and LP turbines, generator and electrical auxiliary systems, important parts of the reactor systems including reactor internals, main recirculation pumps with their static frequency converters, new and diversified safety systems and necessary automation changes. The 1980s vintage I&C systems and the main control room are maintained with the same operating principles and with only minor changes.
During the supplier prequalification process, the Scope of Works (SoW) was discussed intensively with potential and qualified suppliers. Because this project involves nuclear technology, the project management team needs to make sure that the contractors as well as the owner have the capability and experience to execute the project with the required technical and quality requirements simultaneously with demanding but still reasonably realistic time schedules. The technical part of the preliminary specifications plus the proposed time schedule was sent to, and discussed with, the potential suppliers and an agreement was reached with all parties about the main technical properties, scope, delivery limits and time schedules. This prequalification process was essential to eliminate so-called ‘scope creep’. It has resulted in contract agreements which by and large have been maintained with only minor changes during the execution of the project. This has made it possible for the respective project management teams to concentrate on the mitigation of risks rather than endless discussions about scope details.
The scope discussions with prequalified contractors included increasing the unit’s utilisation factor from 89% to 94%, and increasing the unit’s thermal power 129%, and electric output 133%, above the original specification.
Time management




Once the uprate is complete, the modernized Oskarshamn 3 will be the world’s largest boiling water reactor. With a gross electric output of 1460 MWe and net electric output of around 1410 MWe, there are only five nuclear power plants in the world with equal or higher electric output to the grid. These units are France’s Chooz and Civaux (total four units each of about 1500 MWe net) and Germany’s Brokdorf (about 1410 MWe net) in Germany. The gross revenue will be in the order of EUR1 million per day. Therefore, for this important project, as for megaprojects in general, time is of the essence.
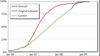
Thorough schedule reviews were made together with all the potential and pre-qualified suppliers during the initial conceptual project phase. Originally, the schedule was approximately 32 months for design and manufacturing plus almost six months installation time. During the course of the project this was changed to 38 months and about six months, due to detailed design issues, manufacturing problems and requirements regarding non-parallel site work in safety I&C systems. The extra time was properly utilized; a great number of punch items were clarified during the extra months, thus making it possible to finalise to a high degree the installation and commissioning of the equipment going into the plant, including associated documentation. Furthermore, analyses, safety reports and general plant and quality documentation were finalised during this period.
It should also be noted that the time schedules were also affected by problems with fatigue cracks in the control rod extensions. This cracking phenomenon required a prolonged shutdown for analyses and corrective measures. These problems were unrelated to the Puls project.
From the very start of the project, the project team managed the time schedule regularly, with frequent follow-ups. Suppliers had to sign up to a pre-contract agreement to coordinate timings with the same scheduling tools. In addition, the project managers also performed specialized scheduling and firm follow-up activities in areas where time-critical work was in progress, or where disturbances required a more hands-on and detailed follow-up, sometimes on the daily or even hourly level. During the installation phase, several coordination and quality follow-ups were held as frequently as several times per day.
Cost management
In order to secure a realistic cost estimate for the complete project, potential and prequalified suppliers were asked at an early stage to supply non-binding cost assessments. In addition, experiences from previous in-house megaprojects and similar projects were taken into account. Those experiences indicate that cost increases are to be expected due to the complexity of the project, and the difficulty of foreseeing all of the details regarding delivery limits, documentation issues, administrative restrictions and quality assurance (QA) and quality control (QC) efforts. Therefore, an appropriate (but undisclosed) risk sum was set aside in the beginning of the project. The course of the project has shown this to have been a wise approach.
Cost incentives helped control and manage elements of the project. Approximately 100 payment milestones were set to ensure that contractors paid due attention and correct emphasis on finishing their sub-tasks and on properly controlling important observable and verifiable project milestones. The contractors were paid upon completion of the milestones. The payment milestones were performance-based and also included associated documentation. The milestones were chosen so that the contractors would have the possibility to reach an approximate neutral cash flow. In addition, some bonus schemes were used.
Quality management
The hiatus of new nuclear power plant construction during the last two or three decades made it necessary not only for the original equipment manufacturers but also especially many of the subcontractors to cut back and discontinue nuclear power related activities. This lack of nuclear-related experience became apparent early on in the course of the project. The main contractors did not properly understand the need for, and effort of, transferring technical or general project requirements on to their subcontractors. For that reason, the subcontractors sometimes learned about the requirements as and when the customer’s inspectors arrived at their factory for witness points and documentation control.
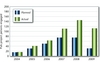
During the first year of the project, the follow-up consisted mainly of meetings about technical and design properties, and inspection and test plans, between the owner and suppliers. As manufacturing began, quality inspections at the manufacturing premises rapidly increased. Around 1500 visits, most of them in Europe, were made in the three years running up to the start of internal installation in early 2009. Almost half of these inspections took place in 2008.
The Puls project also benefitted from 2006 feedback from the Finnish Nuclear Safety Authority, STUK, regarding subcontractor follow-up activities for the Olkiluoto 3 NPP construction project. The owner and main contractors used it to increase their respective quality assurance and quality control activities.
Procurement management
Puls managers judged that taking advantage of Alstom and Westinghouse’s reasonably well-established supply chains would pose fewer risks to the project than finding new subcontractors. The supply chain involved about 100 first-line subcontractors for the turbine and generator plants and around 50 for the reactor plant. Many of these subcontractors were visited for design reviews, quality inspections and documentation reviews.
During the course of the project, a number of variation orders were agreed upon. The process of dealing with variation orders, and the management of these orders, were well-specified in contracts, so the staffing for procurement could be kept limited.
HR management

A megaproject like Puls is not possible to execute with just the ordinary plant staff, for three reasons. First, the ordinary operations, maintenance and technical staff are fully engaged in the ordinary operation and related smaller-scale activities; no organization has a surplus of qualified staff waiting for new tasks. Second, the project execution of a megaproject demands skills beyond those related to the ordinary operation and maintenance. Third, two to three decades of ordinary operation has tuned the organization, its procedures and its working habits to smaller day-to-day works and work task repeatability; a one-of-a-kind megaproject is not attractive to everyone. In order to cope with the unique challenges of the megaproject, a separate organizational unit headed by a vice president was formed. This unit is responsible for the three projects within OKG, of which Puls is one. (The other two are enhancing the perimeter protection, and unit 2 modernization work: see NEI?April 2009, pp22-4). Modernization of unit number 1 took place in 2001.
The project management team was taken from various line organizational units and designated full-time workers. A large part of the complete project team–about 55% of the total project man-hours–is made up of consultants, specifically engaged for the project. One of the important project management tasks is to properly integrate the consultants into the project team. This was done in the Puls project by including the consultants into all ordinary project groups and also non-work-related activities. However, it should be noted that the plant owner and its staff has the full and unabridged responsibility for the plant, plant changes, verifications and validation. Therefore, the entire organization and its individuals must assume accountability for the work performed by their organization and by its contractors.
So an essential part of the project is the power plant staff itself. There exists, of course, only one ‘world champion’when it comes to knowledge of the plant, its operating procedures and the changes made during the course of about 25 years of operation: the plant staff. The need to engage the plant’s own technical, maintenance and operations staff was made even greater given the attrition of competence experienced by the original equipment manufacturers during the three decade-long fallow period in new nuclear.
Comms management
A project is – almost by definition – a one-of-a-kind undertaking with a clear target, well-defined time schedule and technical and administrative requirements. The Puls project involved many international organizations signing up to contracts written in English, a second language for all involved. A further communication constraint came from the widespread geography of the supply base. The main contractors had project offices in four different cities in two countries (France and Sweden), plus design and subcontractor offices on four continents.
It is of utmost importance that the project teams make themselves understood to each other. Achieving this requirement takes extensive and open verbal and written communication and a good knowledge of the requirements upon each other.
In order to foster a good and constructive understanding between the parties, the project management teams of both the utility and main contractors regularly held meetings at the major subcontractors’ design and manufacturing premises. These meetings made it possible for the utility project management team to get first-hand information direct from the main contractor and its sub-suppliers. In turn, the project, technical and quality management of the subcontractors can also benefit from direct communication with the end user about its equipment. Having extensive communication channels becomes even more important when problems occur, which is inevitable in a megaproject. When there is a need for crisis management, open and constructive communication is the key to finding a way forward with mutually beneficial agreements.
Communication between the project team members largely concerns technical issues, for instance regarding details that are not explicitly written in the contract documents. Such details may relate to material properties, expected operational cycles and requirements, as well as details regarding process systems, electrical and I&C systems.
In addition, there were formal and informal reporting methods to make sure that both the utility and main contractor teams were fully informed about the overall progress of the project. These materials ranged from regular formal reports to monthly newspapers circulated between the two contractors and the plant owner. In order to maintain basic principles for the documentation, it was necessary to adhere to the plant’s original item designation system and standard symbols in drawings and other documentation.
The need for organized and structured information exchange was broadly laid down in the general conditions of the contract. There were monthly project management meetings, which were minuted and signed by both parties. Primary PMM tasks included contractual matters, financial issues related to both the ordinary payment milestones and extra work performed, and also risk assessments and risk mitigation. Sub-project management meetings with a more detailed agenda were also held monthly. In addition, there were of course task-specific meetings for technical issues for areas such as reactor plant, turbine and generator plants, interoperability, the full-scale simulator, quality matters, documentation, time schedules, and so on. All in all, it is estimated that there were more than 1500 internal and external meetings, all of them minuted, during the five-year project (including pre-contract activities).
Risk management
As part of the pre-project activities prior to the signing of the contract, a structured risk management approach was initiated. A separate specialist was assigned to make regular risk assessments and propose mitigating actions. Risk management was part of the regular and frequent internal project management meetings and was also subject to separate area-by-area reviews. Probabilities and consequences were assigned in a traditional manner. The risks were then prioritized and action responsible persons assigned. ?
These risks related to project management issues: time schedules, cost, communication and possible equipment deficiencies. The probabilistic safety analysis, or PSA, that is required as part of the formal submission of the safety analysis report is handled separately.
Licensing management
The licensing process was identified as one of the most important areas at the outset of the pre-project, about two years prior to contract signing. The submittal of the environmental impact assessment to the environmental court and the application for power uprate to the Swedish radiation safety authority (SSM) and also to the government, were made in 2004. Respective conditional approvals were issued in 2006. The licensing process continued with preparation of documentation for the preliminary safety analysis report (PSAR) in beginning of 2007, followed by both an updated PSAR and an application for test operation in January and June of 2008 respectively. During the course of the project, important and demanding new requirements were issued by SSM, for instance regarding approvals of subcontractors and increased industrial safety (perimeter protection and access control).
Author Info:
Mats Ekblad, project manager, and Tord Sterner, consultant, Swepro AB, project manager, sub-project turbine and electrical systems, power uprate unit 3, project department, Oskarshamn Nuclear Power Plant, OKG?Aktiebolag, SE-57283, Oskarshamn, Sweden
| How it really happened |
| Time management
HR Management
|