Water chemistry
PWR and BWR chemistry optimization
19 January 2012Water chemistry is evolving to cope with the requirements for higher-performance fuel, safe operation with satisfactory long-term component behaviour, options that are economical and compatible with the environment, and finally low radiation exposure. The author reviews current practices. By Dr Francis Nordmann
The challenges of NPP chemistry have changed a lot, although some aspects remain the same. In the past, avoiding the most typical cases of corrosion constituted the main objective. Then pH optimisation of the primary water for dose rate limitation has evolved to a higher pH in the primary coolant; the addition of zinc in primary coolant is now seen as an additional way of decreasing occupational radiation exposure of plant staff. Mitigating crud-induced power shifts (also called axial offset anomaly) along the fuel elements is another challenge with high burn-up fuel and long cycles.
On the secondary side of the steam generator, the use of Alloy 600, a highly sensitive material, has caused widespread steam generator tubing corrosion that chemistry control was only able to mitigate, but unable to fully avoid. After more than 30 years corrosion-free, the new material, Alloy 690, has demonstrated that the widespread incidence of corrosion was mainly due to a poor material selection (although in some cases, chemistry errors have drastically accelerated the degradation at the origin of early steam generator replacements).
The new challenges of water chemistry are minimising corrosion of various components of the secondary system, by selecting the best treatment, and maintaining a sufficiently high pH at operating temperature which will minimize corrosion product transport to the steam generator. These oxides may deposit in steam generator tubing (fouling phenomenon) and are at the origin of thermal transfer decrease. They may also increase the risk of flow-induced vibration by modification of the flow within the tube bundle. They build a location where impurities are concentrated so that they may increase the risk of corrosion. Their presence also impacts the costs associated with maintenance needs for chemical cleaning and sludge lancing, which are necessary to eliminate such deposits. Finally, the consideration of costs and environmental effects are taking a larger part in rationale for chemistry selection than before.
PWR primary water chemistry
There are three main tools used to handle reactor coolant system chemistry: pH control, zinc injection and dissolved hydrogen [2].
Boron-10 concentration is imposed by core characteristics and design and by the fuel burn up. It progressively decreases along the fuel cycle while the fuel burn-up increases. Consequently, the optimum high-temperature pH300°C to be maintained requires a decreasing lithium concentration along the fuel cycle.
In the past, a constant pH300°C of 6.9 was recommended, because that was the point of minimum solubility of magnetite, thought to be the major component of crud. However, the primary constituent of crud turned out to be nickel ferrite, whose minimum solubility point is at a higher pH.
Then, calculation codes as well as feedback experience agreed to select a pH300°C of approximately 7.2 +/- 0.2 for minimizing (i) the solubility and corrosion of the surfaces of the main components in the primary system, (ii) the difference of solubility and thus of transport of radioactivated isotopes in the various parts of the system at different temperatures, typically in the 270 – 325°C range [3]. However, extending the duration of a fuel cycle to 18 months or more meant that the boron concentration at the beginning of cycle had to be raised from 1200 to 1800 mg/kg (ppm). This requires a lithium concentration greater than 2.2 mg/kg to maintain optimum pH (see also Figure 1).
However, a limit of 2.2 mg/kg was also imposed to avoid excessive fuel cladding corrosion. Despite these guidelines, field tests and design codes based on solubility and corrosion product transport showed that the optimum pH300°C to minimize dose rates and subsequent operational radiation exposure was closer to 7.4 [3]. This is why several units started to increase their maximum Li concentration to values ranging from 3 to 6 mg/kg lithium.
But some utilities are still reluctant to increase the Li concentration to values greater than 3 mg/kg for several reasons: (i) the absence of clear benefit of such an increase; (ii) the fuel vendors' restriction for avoiding risk of corrosion of Zircaloy or other Zr alloy; (iii) the risk of stress corrosion cracking (SCC) of the remaining Alloy 600 components in pure water and even more when the alkalinity increases; (iv) the concern for SCC of some stainless steel components in the reactor coolant system. Several utilities concluded that the possible benefits of increasing the pH do not deserve the associated risks of Li concentrations above 3.5 mg/kg, without sufficient proof of the lack of negative consequences.
Another important aspect of water chemistry with growing interest is the addition of zinc. The beneficial influence of Zn has been discovered on shutdown dose rates in boiling water reactor (BWR) units with Cu/Zn alloy condensers [4]. Zinc is now added in the primary water of a growing number of PWR units at a concentration of about 5 µg/kg (ppb), which is sufficient to reduce the dose rates by 15% during the first fuel cycle and up to 30% to 40% after a few cycles with zinc injection.
The beneficial effect is explained by zinc's affinity for the tetrahedral sites of spinel oxide minerals' structure. Thus, it can displace other cations such as iron, or nickel from oxide films, which activates into Co-58, a major radioelement.
In some plants, Zn has been added to mitigate the initiation of primary water stress corrosion cracking on Alloy 600 due to its incorporation in spinel oxide films, enhancing their stability. In this case a higher concentration of Zn is required (25-30 µg/kg), which is not easily accepted by fuel vendors, utilities and regulators due to an insufficient feedback on absence of side effects, on fuel oxide thickness and potential subsequent fuel degradation. Consequently, the application of zinc for primary water SCC (PWSCC) is very limited. Moreover, its beneficial influence on crack propagation has not been clearly demonstrated, which jeopardizes interest in its addition, particularly if key components such as steam generators have to be replaced soon.
The other controversial chemical parameter is hydrogen concentration, applied to mitigate water radiolysis. For a long time, a value of 25-35 ml/kg (within a range of 25-50) has been used. The US Electric Power Research Institute (EPRI) is considering increasing the hydrogen concentration towards 50 ml/kg and possibly beyond, depending on the results of the ongoing qualification work on the risk of decreasing the time to crack initiation. The intention is to minimise crack growth rates. However, Japanese utilities are evaluating the action of decreasing hydrogen concentration to delay crack initiation.
The preferred strategy for PWRs [2] is to adjust chemistry in a series of small, controlled steps towards the optimum values. The guiding principle is to avoid large changes at once and to monitor progress as the desired option is approached.
Another important concern in PWRs is the mitigation of CIPS (Crud Induced Power Shift) also named AOA (Axial Offset Anomaly) of neutron flux. The International Atomic Energy Agency programme FUWAC will provide relevant data on the phenomenon, taking into account high burnup operation, mixed cores and plant aging [4].
BWR primary water chemistry
In BWRs, control of stress corrosion cracking has been the prime objective for the past 25 years. Mitigation of the resultant radiation field is a secondary objective. Improvements in water purity reduced the incidence of fuel failures in the late 1980s and 1990s, but margins were reduced as fuel duty increased. In the past, due to fuel failures, tighter limits on water chemistry have been applied to minimize crud build-up. Although these new limits were successful in avoiding any further failures, chemistry specifications continue to be tightened in response to fuel duty increases.
To further optimize plant performance, the nuclear industry has established a number of initiatives to mitigate materials degradation through a proactive approach to existing and potential new corrosion problems, to improve fuel integrity and to enhance radiation protection over the next decade [2].
Like in PWR plants, BWR coolant chemistry is intended to meet the sometimes conflicting requirements of mitigating intergranular SCC (IGSCC), controlling radiation field and avoiding fuel performance issues. Reduction in feedwater iron ingress and maintaining feedwater zinc has mitigated fuel crud concerns.
Several advanced chemistry improvement steps have been made to assure BWR system integrity: hydrogen injection, zinc addition, NMCA (noble metal chemical addition) and its online process (OLNC). Advanced chemical treatments are applied in all GE-designed BWRs, whereas plants of other manufacturers continued, with good reason, to apply NWC (normal water chemistry). The ANT International recommendation for BWR coolant chemistry is not to use the PWR approach, to not approach the optimum strategy in a series of small steps [2]. Here the prime need is to establish protection of reactor internals by mitigating IGSCC using moderate hydrogen water chemistry or HWC/NMCA. OLNC shows great promise as the most effective way of maintaining long-term mitigation.
PWR/VVER secondary water chemistry
There are several difficulties in the secondary system due to the risk of impurities that may enter through condenser leaks, since this component is cooled by raw water, and its pressure is higher than the secondary system pressure. Impurities will concentrate in the steam generator where there is a large amount of vaporisation. Moreover, restricted flows in some parts of the steam generator can highly concentrate impurities, up to concentration factors of 105. During power operation, impurities will either precipitate on heat transfer walls or will concentrate locally; this is called ‘hideout’. During power decrease or shutdown, impurities are partially solubilised and observed at steam generator (SG) blowdown (called ‘hideout return’).
The main objectives of the secondary water chemistry are:
- Maintain the optimum pH by reagent addition
- Maintain a reducing environment by limitation of air ingress and hydrazine (N2H4) addition
- Mitigate intergranular corrosion on outer diameter of 600 MA SG tubes by avoiding an alkaline environment and limiting the presence of impurities (alkaline, chloride, sulphate, resin fines, lead, and so on)
- Mitigate flow accelerated corrosion (FAC) of carbon steel and of transport of corrosion products with a sufficiently high pH
- Reduce the deposition rate inside the SG to maintain thermal heat flux and hydraulic flow; in so doing avoid the risk of impurity concentration and decrease the need for maintenance (sludge lancing, chemical cleaning, and so on)
- Optimise operating costs and application of adequate chemistry specifications and treatment selections to avoid component degradation, unnecessary shutdown and useless operating process with purification systems (for example avoiding a condensate polishing station reduces investment and operating costs)
- Maintain an acceptable level of waste releases into the environment through specification, operational practices, design options, selection of conditioning.
The key points for secondary water chemistry are the risk of impurities and concentration within the SG by the hideout phenomenon; optimisation of the all-volatile treatment (AVT) for minimizing SG fouling and corrosion of the overall system; and minimizing contaminant ingress.
As in the primary coolant, the secondary system (steam-water) pH must be slightly alkaline to reduce component corrosion to a minimum. But in this system, selecting an alkaline reagent is more complicated for various reasons:
- Several materials present, including stainless steel, nickel base alloy and carbon steel are present. Carbon steel is not resistant to FAC if the pH is too low; but also, copper alloys in some plants are very sensitive to corrosion in presence of ammonia or amine if the pH is too high
- The secondary side experiences a wide temperature range, from about 40°C in the condenser to 285°C in the steam generator
- Steam and liquid phases in the system require the use of volatile alkaline reagents to reach all parts of the circuit
- Cost and environmental considerations limit the choice of pH and reagent.
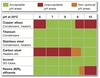
Design considerations of the secondary system for selection of optimum pH depending on materials present are shown in Fig. 2 (but see also Figures 3 & 4).
All volatile treatment is now the leading method worldwide for secondary water chemistry. There are two main options of what to add: ammonia at pH25°C of 10 (high AVT) or an amine (such as morpholine, ethanolamine, DMA, MPA; see also Fig. 5).
Ammonia is easy to use and partially or totally obtained by thermal decomposition of hydrazine. In addition, various amines may be used to get the target pHT. Each reagent has its own advantages and disadvantages for protection of a defined material or system component, and for operational practicality (in terms of issues such as costs, resin life duration and wastes).
It is also necessary to add a sufficient quantity of hydrazine to obtain a reducing environment and minimize risks of SG tubes cracking. However, it is useless and even inappropriate (in terms of costs and health hazards) to add too much hydrazine, as some utilities may have done. If the pH remains too low, with or without amine, it is better to add ammonia rather than increasing hydrazine greater than 100 µg/kg. There is an international consensus for a target value of hydrazine greater than 20 µg/kg and greater than eight times the oxygen concentration. The proposed range by ANT is from 20 to 100 µg/kg in feedwater, with a target value of 50 µg/kg [2].
Ammonia requires a higher pH25°C than morpholine or ETA, since the pH300°C will be much lower than with amines because of physical and chemical properties of the reagent, including the evolution of dissociation constants versus temperature and distribution coefficients in steam/water.
Morpholine, widely used in the French fleet of PWRs, has the advantage of a constant distribution coefficient of 1; this translates into a constant concentration throughout the secondary system and thus a good protection of many parts of the system against FAC. However, its limited stability induces the presence of some organic acids, increasing the cation conductivity in the steam generator blowdown and decreasing the detection sensitivity of other impurities.
Compared with other amines, ethanolamine (ETA) has a higher alkalinity, requiring a lower molar concentration. It is also more favourable for the environment, and has a good compatibility with the use of condensate polishers. Consequently it is used in many countries. It also has a better thermal stability than morpholine.
The choice of AVT reagent will depend on the presence or absence of copper alloys, and the presence or absence of condensate polishing plant or a purification system at steam generator blowdown. Ammonia is a viable option for operation at pH25°C of 9.9-10 and is easy to implement and monitor, but can only be used in plants without copper alloys. It is normally not used when condensate polishers are in service. Morpholine is a good selection when the condensate polishers are not permanently in operation and when the blowdown resins are not regenerated (to avoid any risk of chemical or resin fines contamination, and to limit liquid chemical effluents). It also provides a uniform protection to all parts of the secondary system against FAC. In addition to French fleet, it has been successfully applied in several VVER units, with an important reduction of corrosion transport and of the number of corroded SG tubes [7]. Ethanolamine (ETA) is a good choice when the condensate polisher is in continuous service or if specific parts of the secondary system must be protected against FAC, or if nitrogen release into the environment must be decreased, or finally if the reagent cost is in favour of ETA.
The main chemistry-related corrosion phenomena that have occurred in the secondary system have been:
- Some pitting of steam generator tubing due to the presence of chloride; stainless steel of Russian design is particularly sensitive
- Denting of steam generator tubing due to generalized corrosion of carbon steel in the 1970s when switching to AVT
- Wastage of steam generator tubing due to acidic environment associated with phosphate treatment (mainly German units)
- FAC of carbon steel (mainly feedwater circuit) where the decrease of piping thickness led to some failures, of which the last important incident was at Mihama in 2004, when several people were killed or injured by the pipe burst
- IGA/SCC (Intergranular Attack, Stress Corrosion Cracking) of Alloy 600 MA in many countries, whatever the applied chemistry.
The remedy for FAC consists of selecting more resistant materials containing chromium, by increasing pH at operating temperature by a proper choice of treatment, or by modifying the flow velocity.
IGA/SCC has been the most important disease of PWR steam generators and has caused many replacements (together with SCC on the primary side, and mechanical degradation). Although IGA/SCC occurs more easily in some chemical environments, its main cause is the existence of a highly sensitive material, Alloy 600. The new material Alloy 690 has not shown any corrosion associated with chemistry after more than 30 years of operation, while Alloy 600 MA has been affected very quickly (even within a few years) in many plants.
Oxidising and alkaline environments are the most conducive to IGA/SCC. The presence of various contaminants, such as sodium as a caustic pollutant, oxygen from air, resin fines, sulphur compounds, and lead, increase the material sensitivity to corrosion. These impurities may easily concentrate when corrosion products (iron oxides) deposit in the steam generator. This deposition phenomenon is why focus is now given to optimizing secondary water treatment to minimize the transport and deposition of such oxides. Impurity control is carried out at steam generator blowdown, where impurities are concentrated and where detection sensitivity is the highest. Typically, the controlled parameters are sodium (which is the cation representative of the most detrimental species, present in most pollutants) and cation conductivity, which is representative of all anionic pollution, that is, Cl, SO4, organic acids, CO2.
A last aspect of the chemistry of the secondary system is the evolution of purification systems. When condensers were not leak-tight, many plants had a condensate polishing system (CPS) to eliminate impurities coming from condenser leaks. New materials such as titanium or even stainless steel have now replaced old copper alloys. With these materials, the CPS is more of a burden than an opportunity to eliminate pollution. Laboratory studies and plant experience have shown that decomposition products of resin fines (reduced sulphur compounds), or sodium hydroxide throw (release from the resins), may constitute a very detrimental hazard for SG integrity. Since reliable condensers now exist and low leak detection with helium is carried out, avoiding continuous operation of the condensate polishing system looks to be more desirable.
It appears that feedwater corrosion product transport (iron oxides) is finally higher in units with CPS than those without, as a consequence of pH limitation. CPS operation is hardly compatible with a high pH (regeneration frequency, liquid wastes, and costs) and its benefits do not compensate the inconvenience of these lower pH values [8]. In presence of a CPS, the pH cannot be high enough to minimise the quantity of corrosion products. With a high pH, the frequency of ion exchange resin regeneration becomes unrealistically high in terms of reagent costs, resin degradation, quantity of liquid wastes and associated environmental impact.
| Summary of factors important to water chemistry optimization |
The challenges of and options for chemistry in nuclear power plants (NPPs) have evolved in recent times. Below are the main events, design changes and regulation restrictions that have been taken into account when selecting or considering new options. It is worthwhile to note: – The occurrence of Flow Accelerated Corrosion (FAC) of carbon steel which has led to degradation in many NPPs, and even serious pipe burst accidents in some cases (Surry, Loviisa and more recently Mihama in 2004) |
Related Articles
Crystal clean
Author Info:
Dr Francis Nordmann, www.fnordmann.com, Beauchamp, France. An Expert with fuel, materials and water chemistry consultancy ANT International.
This article first appeared in the December 2011 issue of Nuclear Engineering International magazine (p24-29)
References
1. Coriou H, Grall L, Le Gall, Vettier, "Corrosion fissurante sous contrainte de la Inconel dans l'eau a haute temperature" (Stress Corrosion Cracking of Inconel in high temperature water, Colloque de Metallurgie sur la Corrosion. Saclay, 1959 p. 161-169. CEN Saclay (France) et North Holland Publishing Amsterdam, 1959.
2. Nordmann F, Odar S, Venz H, Kysela J, Ruehle W, Riess R. ANT International Chemistry Update and best Practices. Nuclear Plant Chemistry Conference, NPC 2010 (). Quebec- October 3-7, 2010.
3. Nordmann, F . Aspects on Chemistry in French Nuclear Power Plants. 14th International Conference on the Properties of Water and Steam (ICPWS)- Kyoto, Japan, August 29 - September 3, 2004.
4. Killeen J C, Nordmann F, Schunk J. Vonkova K. Optimisation of water chemistry to ensure reliable water reactor fuel performance at high burnup and in ageing plant (FUWAC): An International Atomic Energy Agency coordinated research project. Nuclear Plant Chemistry Conference, NPC 2010 (). Quebec- October 3-7, 2010.
5. Berge Ph. and. Donati J. R. Nuclear technology, vol.55 no 1, pp.88 to 104, October 1981.
6. Turner C. W., Klimas S. J., Guzonas D. A., Frattini P. L. and Fruzzetti K., "New insights into controlling tube-bundle fouling using alternative amines", International Conference on Water Chemistry in Nuclear Reactor System, Avignon, France, April 22-26, 2002.
7. Dobrovolska I., A. Arkhypenko A., Nordmann F. Morpholine Secondary Water Chemistry in Ukrainian and French Units. International Conference on Nuclear water Chemistry in Reactor Systems, Jeju, Korea, October 2006.
8. Choi S., Haas C. Sawochka S. and.Marks C., "PWR Secondary Chemistry Benchmarking", International Conference on Water Chemistry of Nuclear Reactor systems, Berlin, Germany, 2008.
![Figure 5: Amine influence on fouling [6]](/uploads/pictures/thumb/q/g/g/fig5.jpg)
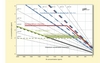
![Figure 4: Effect of NaOH concentration on crack initiation by material type [5]](/uploads/pictures/thumb/b/u/r/fig4x.jpg)