Radwaste management | Drums
ILW drum localised repair
1 August 2012Research undertaken by Babcock as part of the UK Nuclear Decommissioning Authority (NDA) programme to ensure continuing long-term integrity of Intermediate Level Waste (ILW) packages during interim storage has demonstrated that a welded drum repair is both feasible within a working store, and offers significant advantages over either repacking or overpacking options. By Val Drake
Given the need to store the higher-activity end of ILW, called Higher Activity Waste (HAW), for 100 years or more, there is a need to ensure that waste packages continue to remain functionally- sound over this storage period, and during subsequent transport and placement in the Geological Disposal Facility (GDF). HAW in England and Wales will be permanently disposed of after the GDF becomes available, or managed in near-surface facilities in Scotland. The stores would be run by the NDA’s Radioactive Waste Management Directorate (RWMD).
Through a cross-industry integrated project team set up by the NDA, a common approach to interim storage of HAW is being established across its estate to provide confidence in the management of waste over the long term prior to disposal. Part of this process is the prompt identification of any unforeseen degradation, and of suitable corrective action to be taken if necessary. The options for dealing with the possibility of failed or failing ILW packages are: removal and repackaging of the waste in an identical new container, placement and grouting of the complete package into an overpack (for example, two 500 litre drums could be grouted into a 3m3 box), or localised repair of the failed area.
Of the three options, overpacking has generally been regarded as the assumed standard approach. Challenging this assumption, however, and drawing on its experience in drum design and manufacture, corrosion mechanisms, and knowledge of waste package requirements, Babcock has undertaken research into the practical methods that can be applied to effect a localised repair of 500 litre ILW drums, which offers advantages over repacking or over-packing.
The research project
Research has been undertaken with a view to demonstrating successful repair and highlighting any practical issues such as operator skill requirements, equipment, working space, and method statement specifics. The work will form part of the industry guidance for the long-term interim storage and disposability of ILW packages.
The first stage in the programme was to identify the likely degradation processes that could compromise the safety or performance functions of a drum, and establish repair techniques focusing on repairing different simulated corrosion or minor impact patterns in different container locations (including the original welds). The likely extent or size of the repairs that could feasibly be carried out was investigated as part of the research, and the design of each repair defined to restore the strength of the drum to its original level, and retain its structural integrity.
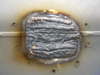
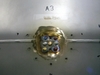
Simulated corrosion areas were prepared (by drilling and grinding) on different regions of an NDA RWMD-approved 500-litre 316/304 stainless steel drum, namely the base, body, neck, lifting ring and lid, to examine the practicality of repairs for different surface contours and positions of access. The entire set of weld repairs was performed on a single dummy drum (a 500L drum filled with a 3:1 pulverised fly ash/ordinary portland cement (water/solids 0.42) cement matrix). The drum was machined to simulate the material loss effect of corrosion and package damage due to minor impacts.
Two repairs, one large and one small, were carried out for each region, to investigate the effect of degradation areas of different sizes, using a manual TIG welder using W19 12 3L filler. This demonstrated the potential for the repair method to be scaled from small localised areas (isolated minor damage, corrosion pits or pinholes) to larger damage such as significant loss of material thickness due to corrosion or, in the case of the welds, cracking or loss of weld material due to corrosion. Additionally, a fully-circumferential body repair was undertaken to assess the feasibility of fitting a collar to address significant circumferential degradation around the body of the drum, rather than patching specific areas of degradation.
In all, 17 types of repair were assessed on the single drum (see Table 1).
Using the experience gained from the manual repairs, the possible remote deployment or automation of the repairs was also considered, along with the potential for a mobile repair unit and integration with drum inspection regimes.
Findings and discussion
Each repair was tested using the same procedures used for the original container manufacture, including visual inspection of the welds, and surface non-destructive testing (NDT) such as dye penetrant inspection. The majority of repairs were found to be successful.
The only ones judged unsuccessful were small repairs to isolated minor damage, corrosion pits or pinholes on the body and neck and (initially) repairs to address cracking or loss of weld material on the neck seam weld, although the latter was subsequently re-repaired and judged successful. Failure of two repairs was probably due to the location of the repair or the inability to provide back-purging of the welds. Spitting of the concrete contaminated the weld. Oxidation of the weld was also visible, which points to poor purging.
If a filling method was unsuccessful, then workers would put a patch over the area, which is less desirable because it changes the drum’s dimensions.
During the trials, the impact of the welding process on the wasteform itself (grout) was also assessed and showed that localised heating was minimal. The grout acted as a heat sink and dissipated the welding heat. This helped minimise distortion of the drum during repair, which was the main concern.
Inevitably the longevity of the repairs may be affected by multiple factors, such as subsequent handling, store environment, the cause of the degradation of the container and whether that cause has been addressed. However, given that a successful repair procedure restores the integrity of the waste package, the nominal life of an effectively repaired container should be as per its original design. A corrosion protection coating might also be deployed over the repair to reduce the probability that similar damage may reoccur. The use of a repaired dummy drum would enable long-term monitoring of the repairs to be carried out. Moreover, it may be feasible to place dummy packages with weld repairs in existing stores to monitor the long-term performance of the weld repairs in real ILW stores.
While this research focused on 500L drums, the repair methods should be equally applicable to other types of currently-endorsed waste containers, although further consideration would be required for container geometry, welding materials and shape of the patches for each container type.
Remotely-operated repairs should be viable for most repair types, such as those involving use of round patches where an orbital welding head could be deployed. Remote application of square patches, however, is likely to prove difficult. Although square patches are easier to cut out, their shape is harder to weld continuously.
Deployment of the weld repair techniques within a store or support facility has also been considered, and it is believed that periodic inspection and local weld repairs could be combined, with the repair technique being deployed within the inspection room or in an adjacent zone.
Crucially, repaired packages would need to be regarded as ‘special’ waste packages, which may require different monitoring and inspection regimes during interim storage, with periodic assessment of the package performance criteria.
One further area of consideration is disposability; having been repaired, a container’s dimensions could fall outside the Radioactive Waste Management Directorate (RWMD) specified tolerances. This issue has been discussed with RWMD to understand the potential path to establishing an industry repair tolerance specification that would be compatible with GDF emplacement equipment. Guidelines on tolerated package performance, continued acceptability for GDF disposal, and post-repair dimensional changes need to be developed for repaired waste packages, which would detail acceptable modifications to lifting features, special handling requirements during interim storage, and special stillages suitably designed for repaired drums.
In cases where the cause of corrosion is unknown or where there are very few failed packages, simple overpacking may be more appropriate since the associated excess costs and increase in footprint only become real concerns if the number of failed packages is relatively high.
The outcomes from this work have been used to inform the development of industry guidance on the interim storage of higher activity waste packages.
Author Info:
Val Drake is head of science and technical services at Babcock.
This article was first published in the July 2012 issue of Nuclear Engineering International
TablesTypes of drum repairs