Fuel & fuel cycle
Clad in clay
8 March 2010The ceramic compound silicon carbide is more durable and less reactive than zircaloy, the dominant PWR fuel cladding. Although the road to regulatory approval is long, early test results suggest that a SiC clad over standard UO2 could increase both fuel burn-up and safety under accident conditions. By Ken Yueh, David Carpenter and Herbert Feinroth
Since the first commercial water reactor began operating in 1957 at Shippingport, Pennsylvania, zirconium alloys have been used as the primary containment for the nuclear fuel. The performance of this cladding has steadily improved to the point where most plants operate with no fuel failures through end-of-life, even as burnups approach currently licensed limits (62 GWd/MTU lead rod in the United States) and as operating environments continue to change as plants age. Further improvements in performance and reliability are being pursued worldwide and many expect that zirconium alloy cladding can be reliably used to burnups of 75 GWd/MTU and beyond.
Nevertheless, a new initiative has begun in the United States to develop a ceramic clad to replace zirconium alloys. Such a cladding could enable power uprates higher than those achieved at the highest duty plants today and could significantly reduce or eliminate the consequences of design basis accidents such as a loss-of-coolant accident (LOCA). Additional gains in fuel reliability and much higher fuel burnups are also possible.
The most advanced ceramic clad concept, still in the early stages of development and testing, is called triplex silicon carbide cladding. It is a high-risk, but potentially high-payoff, development, originally sponsored as a US Government Small Business Innovation Research effort, but more recently supported by industry stakeholders including: commercial nuclear fuel supplier Ceramic Tubular Products (CTP); Electric Power Research Institute (EPRI); Saint Gobain Structural Ceramics; Oak Ridge National Laboratory (ORNL) and Massachusetts Institute of Technology (MIT). This team hopes to have lead test assemblies in commercial reactors within the next ten years.
Background
After a decade of studying the core that melted in the accident at Three Mile Island Unit 2 (TMI-2) in 1979, the idea of replacing the metal cladding with a ceramic composite began to emerge. Early investigations studied a ceramic composite made from alumina fibres and an alumina matrix, known as a continuous fibre ceramic composite (CFCC). Under the accident conditions at TMI-2, such a cladding material would not have ballooned and blocked flow, there would have been little heat generated by the exothermic cladding reaction, the fuel would not have melted and been dispersed, and it may have been possible to replace the core and resume operation of the plant, thus saving several billion dollars (the cleanup alone was around $2 billion). However, these early investigations concluded that alumina composites were not acceptable for two reasons – the composite was permeable to fission gases, and the alumina lost much of its strength during irradiation.
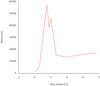
A team led by Gamma Engineering and Ceramics Composites Inc. turned its attention to multilayered composites that could embody the hermeticity needed to retain fission gas, and the ductile behaviour needed for robust in-pile service. The inner layer would be a high-density monolith to hold fission gases, and the outer layer would be a composite with the required strength and graceful failure mode. The team also switched from alumina to silicon carbide, based on many years of fusion research that demonstrated this ceramic that would retain its strength under irradiation. As shown in Figure 1, silicon carbide composites retain their strength at high temperatures, thus assuring survival with minimum damage (fission gas release only) during LOCA events such as that which occurred at TMI-2. The material is also expected to be resistant to failure during departure from nucleate boiling (DNB) transients, thus allowing an increase in power density and power output. And because silicon carbide is very hard, it is expected to be resistant to operational fuel failures sometimes caused by grid fretting and debris.

In 2001, Gamma Engineering was awarded a small business grant to study the multilayer concept. The key innovation introduced by this effort was to improve the strength of the multilayered tube with a unique fibre winding architecture and by pre-tensioning the fibres. Such a tube could withstand very high internal fission gas pressure prior to breaching the inner monolith tube. Gamma examined several different fibre architectures, leading to a unique fibre winding machine to control the fibre architecture and tension. In addition, the team added a third dense outer layer of monolithic SiC to enhance corrosion resistance.
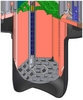
This design, called triplex ceramic cladding, allows for independent optimization of the properties of the inner monolith for fission gas retention, the fibre-reinforced matrix for overall mechanical performance, and the outer monolith for corrosion resistance.
By 2009, after several years of process refinement, the product achieved the geometry needed for commercial cladding.
Testing
To obtain initial data on the structural stability of the SiC cladding, researchers irradiated clad sections in a test loop at the MIT research reactor (MITR) under conditions typical of a commercial pressurized water reactor:
• Peak fast and thermal neutron flux of 1x1014 and 4x1013 n/cm2s, respectively. A full-year test would lead to a peak dose of 2.4 displacements per atom (dpa).
• Inlet of the loop maintained at 300°C and 1500 psi.
• Mass flow of 0.25 kg/s.
Oxygen was removed from the circulating water by bubbling hydrogen through the coolant makeup tank. Boron was maintained at 800ppm and lithium hydroxide was added at 2.2ppm to control pH. A total of 40 SiC segments, 48mm ?(1.9 inches) in length, were irradiated, 24 within the reactor core flux region, and 16 out of the flux region.
Some specimens were removed from the reactor for examination and testing after four months of irradiation (~0.8 dpa) and replaced with new specimens for continued irradiation. This was done again after twelve months irradiation (~ 2.4 dpa). As of November 2009, a total of 20 months of exposure had been accumulated. A few specimens in which the composite layer was fabricated via a polymer process were severely degraded and exhibited excessive weight loss. Most of the other specimens, fabricated using chemical vapor infiltration (CVI), exhibited no major degradation and low weight loss. The material loss (depth of corrosion penetration) for the CVI-impregnated triplex specimens was less than that typically observed for advanced zirconium alloys. The removed specimens were also tested for strength before and after irradiation, and also measured to determine the extent of material swelling. Strength retention was acceptable after eight months, and swelling was also acceptable, about 0.6% radial growth.
In parallel with the tests at MIT, Oak Ridge National Laboratory initiated a project to design and engineer a special loop in its HFIR reactor to conduct irradiation tests of fuelled capsules clad with SiC triplex cladding. Initial tests are expected to begin in January 2010. Since the focus of this effort will be to study the interaction between the cladding and fuel only, the environment on the outside of the SiC cladding will be inert. Tests will be conducted at typical linear heat ratings (6 kw/ft average, about 8-9 kw/ft peak) and with fuel surface temperatures of about 400oC, maintained via a helium gas gap between the SiC clad and the stainless steel capsule. The fuel rodlets were fabricated by the fuel supplier and Ceramic Tubular Products, with clad and fuel dimensions almost identical to typical 17x17 PWR fuel rods.
ORNL’s High Temperature Materials Laboratory (HTML) performed mechanical testing of unirradiated and irradiated segments using an expanding mandrel approach to measure hoop strain.
The mandrel tests, performed at room temperature, showed that the tubes failed in a bimodal fashion. A typical stress-strain curve developed up to about 0.2% strain until the monolith failed, after which the load dropped, and the composite layer stretched out under continuing load application, to above 9% strain, while retaining its basic cylindrical geometry. This characteristic of the triplex cladding means that under a severe accident, such as a reactivity-initiated accident, the composite layer would retain the solid fuel material and prevent its dispersal, even after the monolith later fails and releases fission gases. The strength of the three-layer triplex tube was 20 to 30% greater than the strength of the monolith alone, confirming the benefits of the tightly wound composite layer in combination with the thin outer environmental barrier layer. Additional tests at high temperature are being planned to confirm similar behaviour.

One of the most significant challenges in a fuel rod design with SiC cladding will be in sealing the ends. The end joint design must provide a perfect seal under a range of conditions from normal operation to postulated accidents. The team is currently assessing a number of bonding options for sealing the ends of the SiC triplex clad tubes with solid end plugs. The bonding material will need to resist corrosion, cracking, and provide similar high-temperature performance as the triplex cladding. Ceramic Tubular Products and a commercial fuel supplier are investigating several candidate bonding methods. EPRI is sponsoring out-of-pile tests of end joints beginning in late 2009. In-pile tests are planned for the most promising options, with tests running through 2010 and 2011.
Performance modelling
MIT’s Center for Advanced Nuclear Energy Systems (CANES) coordinated fuel rod performance analyses to evaluate the ability of the fuel cladding to accommodate high burnups without excessive fuel temperatures and pellet clad interaction. The calculations used the FRAPCON code, modified to include SiC properties. Unlike the zircaloy cladding, where the gap between the pellet and cladding closes quickly because of clad creep at operating temperatures, FRAPCON modelling showed that the gap for the SiC clad would not close during the first few operating cycles. Therefore, the SiC clad uranium oxide fuel is expected to operate at a higher temperature and release more fission gas than the zirconium clad fuel. To reduce fuel temperatures, the MIT study also examined the performance of fuel rods with annular fuel pellets, similar to those used in commercial PWRs in the US and in Russia.
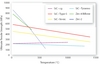
The study found that for a solid pellet design, the gap closed at about 70MWd/kgU, after which further swelling of the pellets could lead to excessive stresses in the cladding. With a 2mm diameter central hole (representing 4.6 volume percent) this gap closure did not occur until about 90MWd/kgU. With a 2.95mm diameter central hole (representing 10 volume percent) the gap does not close until 110 MWd/kgU. The results also showed the peak central temperature was about 200°C higher than Zircaloy clad fuel with a solid fuel pellet, but that it was reduced to typical central temperatures with the central voids. Fission gas pressures were also calculated and are acceptable to above 100 MWD/kgU even with the solid pellets, because of the high gas retention capability of the SiC triplex cladding.
Follow-on analyses are underway and these studies will provide the bases for subsequent fuel cycle economic studies.
Looking forward
Significant technical and regulatory hurdles remain before the SiC triplex cladding can be licensed and installed in commercial reactors. Because this technology could have substantial benefits, however, a government-industry partnership may be warranted to support remaining development and testing. A Department of Energy research initiative to increase the sustainability of existing commercial light water reactors includes work on advanced fuels and cladding. A portion of the 2010 funding targets advanced fuel, including SiC ceramic cladding.
A joint programme plan is being developed between the DOE and this development team. Major milestones for this joint programme are to perform integral tests at Halden and Idaho National Laboratory’s Advanced Test Reactor (ATR) to begin in the next few years, a lead test rod programme to begin in a commercial reactor by around 2015, and initial lead test assemblies to be inserted in commercial light water reactors by 2019 or 2020. Each new stage of the programme will depend on successful results from the previous stages.
Another important question being addressed is whether the manufacturing costs for the SiC triplex cladding can eventually be reduced to the $6 to $10 per foot level now being achieved with zircaloy cladding. From the raw material perspective, this is not a problem; silicon carbide feedstock is very abundant and raw material costs are equal to or lower than zircon raw materials. To address the more difficult question of fabrication costs, the development team has been expanded to include a leading silicon carbide producer, Saint Gobain Structural Ceramics. A programme initiated in 2008 is investigating whether an economic process now in use for fabricating monolith tubes can be applied to the nuclear fuel cladding product.
Finally, the US Nuclear Regulatory Commission has proposed a new rule governing the safety evaluation of advanced, non-zircaloy cladding systems. The new rule, which focuses on emergency core cooling and LOCA accidents, is performance-based, requiring the applicant to demonstrate satisfactory behaviour of the new cladding materials during normal operation, all anticipated transients, and during design-basis accidents. Many additional tests, including transient and accident tests, and extensive fuel and safety performance analyses, must be conducted to support the license application.
However, it is believed that the inherent passivity of the ceramic cladding, and its extremely high-temperature capability, as compared to zircaloy, will help underpin the case for licensing and safe operation.
Author Info:
Ken Yueh, Electric Power Research Institute, Charlotte, NC 28221; David Carpenter, MIT Center for Advanced Nuclear Energy Systems (CANES), 77 Massachusetts Avenue, 24-215, Cambridge, Massachusetts 02139-4307; Herbert Feinroth, Ceramic Tubular Products, 220 Jefferson Ridge Parkway, Lynchburg, Virginia 24501-6953
Related ArticlesSilicon carbide samples survive testing in MIT reactor